Not all aluminum pistons are created equal! From design to manufacturing, we explain all the differences between a forged and billet piston.
Don’t be misled into believing there are significant strength benefits to using billet pistons over forged versions. That’s not the primary motivation for the growing interest in billet pistons. Instead, it’s simply time management.
“The turnaround time is the biggest benefit,” says JE Pistons engineer Clayton Strothers. “Since they’re aren’t any expensive or long-lead-time tooling involved in creating a billet, we can create a design and have it made very quickly.

Leading professional engine shops that serve Formula 1, WEC, NASCAR and other premier racing venues have long used in-house CNC machines and lathes to produce pistons for development purposes as well as race engines. New prototypes can be in the assembly room and on the dyno for testing in a day or so after engineers finish their design and FEA simulations on the computer. Which begs the question: What kind of piston design changes require the turnaround time that billet offers?
“The main changes that would drive the need for a billet is if we don’t have a suitable forging for the application. For example, if we have a forging that only goes up to a .927 pin diameter but we have a customer that wants to use a larger .945 or .990 pin. Also, we will usually only go with a billet option if we need to change the geometry of the forging, such as strut angles, bracing options or pin towers,” explains Strothers. “Or if the power levels are starting to exceed the limits of a current forging design, we can look into options of adjusting the design and implementing the design on a billet. Because the volumes are lower on these specialty options, the billet route makes more sense.”

Strength Talk: Billet Versus Forged
The debate over forged versus billet isn’t quite as heated within the piston community as it is in crankshaft market, but many of the arguments are similar.
“A forging, in general, will be stronger than a billet for a few reasons. Typically, a forging will have a better grain structure and thus more consistent material properties” says Strothers, noting that both go through similar heat-treating processes. “So the strength will be similar but the forging will edge out the billet because of the hot-forged method.
Choosing Alloys
There are more alloys to choose from when designing a billet crankshaft, so the strength arguments there could depend on metallurgists’ conclusions and quality controls in the forging operation. While exotic aluminum alloys are found in engine shops not confined by rules, most performance forged and billet pistons are produced from 2618 and 4032 alloys.
“We have experimented with all kinds of alloys, including MMC, but we typically stick with 2618 and 4032. These prove to work in most applications, are relatively cheap, and machine very well,” adds Strothers.

MMC stands for metal matrix composite, which is about 15 percent lighter than aluminum and offers a higher ultimate tensile strength at higher temperatures. However, production of a MMC piston is much more critical and difficult, not to mention more expensive. The main difference between 2618 and 4032 is the silicone content, with 2618 consisting of less than .3 percent silicone and 4032 measuring about 12 percent. The extra silicone in 4032 reduces heat expansion and is great for wear resistance and overall durability. That makes it preferable for most street and moderate performance applications.
On the other hand, 2618—which was originally developed by Rolls-Royce for the Merlin aircraft engine—is more malleable and will flex before fracturing under very high cylinder pressures. While overall strength is a little higher with 2618 and it will withstand the shock loads of detonation better, it will distort more rapidly. Therefore, 2618 is favored in extreme racing applications where regular servicing is scheduled.
JE offers billet and forged pistons in both 4032 and 2618 alloys, although most of the performance applications require 2618.

“We have had some restoration guys request odd designs that we cannot accommodate on our forgings. One typical problem is that really old pistons tend to have very large compression heights and very long skirts,” says Strothers. “If a customer needs to maintain these dimensions, we will sometimes go with a billet and since they are for a restoration application, a 4032 alloy is usually preferred.”
Forging Away
JE uses different forging methods to produce the initial slugs before machining. The company has two mechanical presses—1,000-ton and 2,000-ton—and two hydraulic presses. Both presses are isothermal, which means the forging process keeps the work piece at the optimum temperature—generally around 700 to 800 degrees F—by not only heating the metal but also the die, as well. Since heat from the work piece doesn’t transfer to the tooling, the flow characteristics and grain structure of the forging is improved.

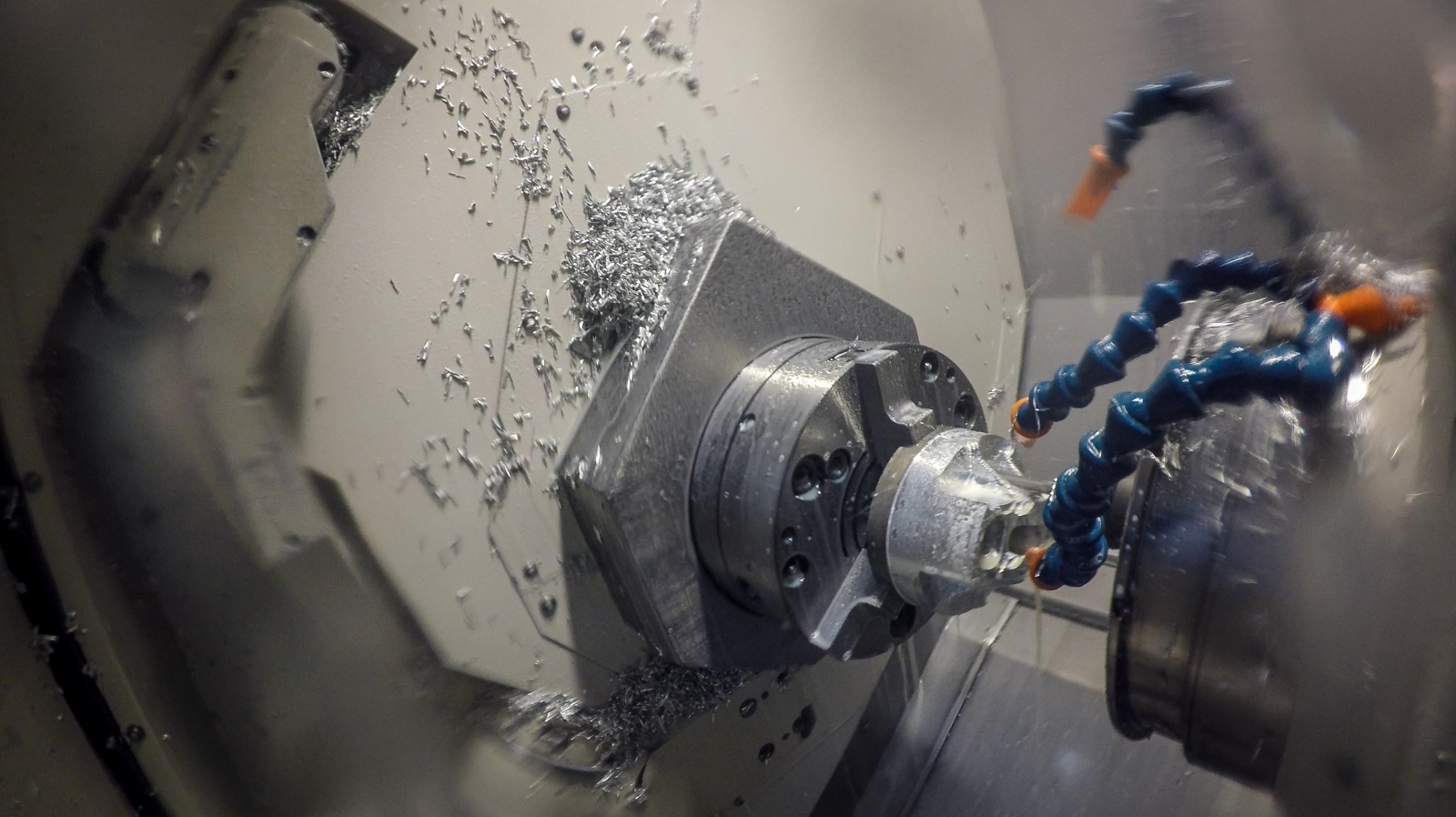
There are few differences in the development and machining processes that would give a performance edge to either forged or billet. Both are tested virtually in FEA programs, and both are machined on identical equipment. Typical features like the pin hole, ring groves and crown milling are the same between billet and forging. Since coatings adhere to machined surfaces, neither has an advantage in surface treatments.
“A billet will give you more dimensional accuracy over a forging because of how precise a CNC machine is,” counters Strothers. “While a forging can have nice smooth transitions because of how the tool is created, but they may not hold the same tolerances as a billet could.

“You can theoretically fully machine a forging to make it look like a billet, however we tend to avoid that since there are benefits to leaving the surfaces as-forged,” continues Strothers. “Any time machining is involved, there is possibility of sharp edges or chatter which can be stress risers and be a detriment to fatigue strength.”
As engine tolerances become more critical and designers experiment with different crown shapes to optimize diesel and direct injection applications, billet pistons will be in demand to shorten turnaround time in race shops. There’s even been discussion that one way to equally balance all the cylinder pressures is to design pistons specific to each cylinder.
“I personally haven’t seen that,” says Strothers. “I have heard of people using different piston-to-wall clearance per cylinder to accommodate differences in running temperature. However, if someone did want to modify the design per cylinder, a billet would be the best option.”
Is 3D Printing a Piston Possible?
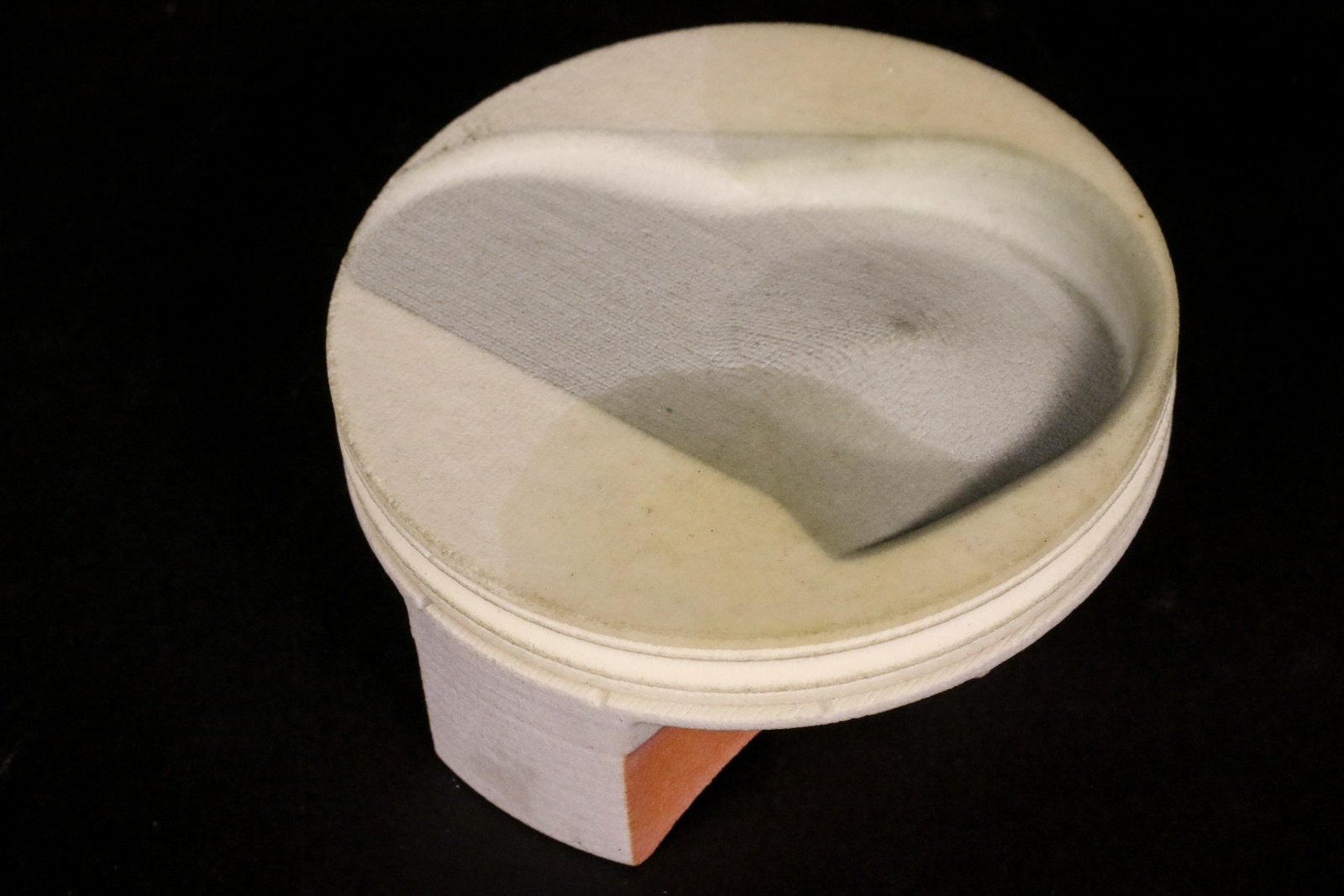
Piston manufacturing starts with slugs formed either by casting or forging, or from a solid billet blank. Another way to produce a slug is through 3D printing, or more accurately known as direct metal laser sintering (DMLS). This process uses a laser to melt very thin layers of powdered metal on top of each other, allowing extremely intricate designs such as internal cooling passages. There are engine designers who have used 3D printing for piston prototypes in low-pressure applications, and machining is still necessary to complete the part.
“3D printing has come a long way but the cost-to-benefit ratio for pistons in our industry just isn’t there yet,” cautions Clayton Strothers of JE Pistons.