Hard anodizing is a very specific coating with a niche, high-end racing clientele. We explore the technology, its applications, and how OEM manufacturers are utilizing it in production vehicles.
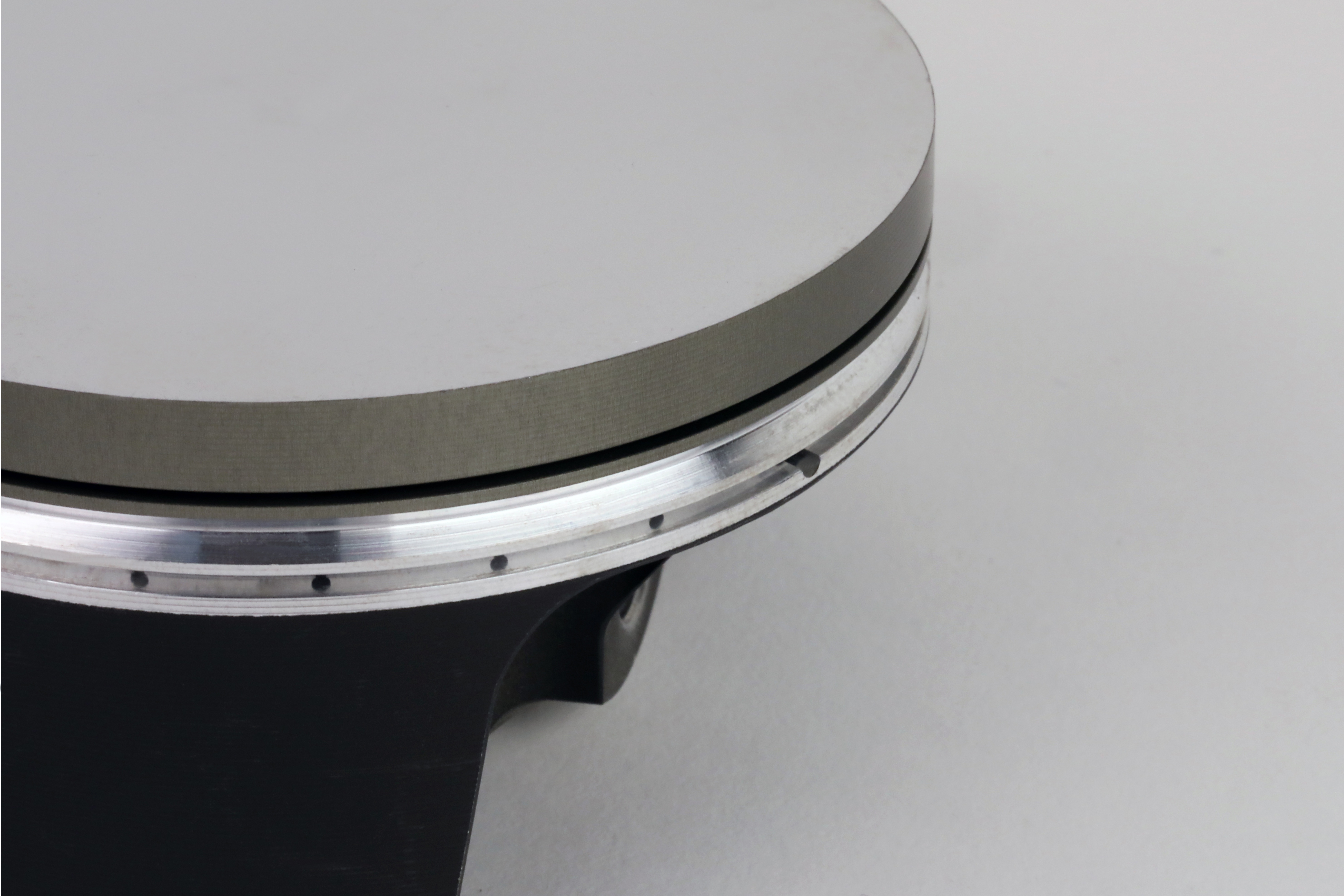
Hard anodizing the ring top ring groove in a performance piston is an extremely specialized, and labor-intensive process. But in some applications, it’s more than half the cost of the piston itself, and as a stand-alone modification, this custom option does nothing to improve horsepower. However, in the overall engine design strategy to reduce friction and free up horsepower, hard anodizing plays a crucial role in supporting thin ring packages that are being used by leading engine builders.

“It was something that started in NASCAR,” recalls Nick DiBlasi, product manager at JE Pistons. “You want to tighten up that ring groove clearance as much as possible. As it got tighter and tighter throughout the years, the rings would micro-weld to the groove if there were any little inconsistencies in the ring groove surface. The ring would pick up on a high spot in the surface, get real hot and weld itself to the piston.”
A typical performance piston will provide generous clearance for the top compression ring. But when seeking maximum power, especially from a naturally aspirated application like Pro Stock or NASCAR, the engine builder will lap the rings and call for a piston with very tight clearance.
“You want a ring groove that’s super flat to get around a .0005-inch clearance,” says DiBlasi. “When it’s that tight it creates a lot of heat. Hard anodizing puts down a protective layer. It’s basically a hard surface that’s smooth and won’t bind with the ring.”
Micro welding between the ring and piston is not an uncommon problem, given the extreme limits to which some engines are pushed. Heat from the combustion process isn’t the main problem, but rather friction between the ring and piston inside the groove can intensify due to increased surface contact between the two.

“A ring doesn't seal well when it's flapping around inside the groove. To get it as flat and stable as possible, you have to stabilize it by closing in that ring groove,” explains DiBlasi. “As you tighten that up, that ring stays as flat as possible, and also the flatness of the ring against the cylinder wall is how you keep all that combustion pressure above the piston and not blowing threw into the crankcase.
“If you can get five percent more stability out of the rings, you're going to hold the combustion that much more,” continues DiBlasi. “With NASCAR, they can’t do anything with size or other performance modifications. So, where else can they pull power? There are two ways: keep what you have inside or reduce the energy loss by friction reduction.”
Another benefit to running a tight axial clearance on the rings for NASCAR teams is increased fuel economy, but again, there are consequences if not done properly.
“After 500 laps, [reduced friction] can turn into a half lap increase over the competition,” suggests DiBlasi. “Also, these engines are often pulling so much vacuum with their dry sump systems, and consequently pulling every gram of oil off the piston. This makes the ring groove even more susceptible to micro-welding. The combination of better fuel economy and extra horsepower from reduced friction are the driving forces when we see anodized ring grooves.”
With a more stable top combustion ring, there is increased cylinder pressure to drive the pistons harder and increase torque. There is also less blowby to cause problems in the crankcase. But with the move to thinner rings to reduce reciprocating weight and friction against the cylinder wall, durability becomes an issue.

“Not only are the rings thinner, they’re narrower as well. Years ago, a 1/16-inch (axial height) ring was maybe .200-inch thick (radial wall thickness). Now it’s a .026-inch top ring that’s .080-inch wide instead of .200, in some cases,” says DiBlasi. “In the ring groove there’s just not much room to hold the actual ring itself, so we need all the surface area to grab it. On the positive side, the rings are strong since the materials we’re are vastly better than they've ever been.”
Even though the radial width has been narrowed in this latest generation of racing rings, they’re designed to lie flatter on the ring groove with more constant contact with the piston surface at any given time. Without hard anodizing to harden the surface and maintain flatness, hot spots could develop that lead to micro welding.
“I've seen multiple situations where if the piston wasn’t anodized and it did micro weld. Basically, the rings just stop spinning,” says DiBlasi. “Oil is not getting back there and it will destroy the pistons very quickly. The ring ends get so hot they end up butting each other. Once that happens, the ring drags against the cylinder wall. This not only destroys the cylinder wall, it can pull those lands and in just a short time the piston will rip itself apart. Or gets so hot, it starts detonating and then something else goes.”

Normally, a piston will measure 72 to 80 hardness on the Rockwell B scale. After hard anodizing the groove, that hardness increases to 65 to 70 on the Rockwell C scale. The process is quite expensive, at least $50 or more per piston because it is labor intensive for custom orders. Each piston has to be masked so that only the grooves are anodized when the piston is submerged in the anodizing tank.
If not monitored properly, the process can create extremely hard edges that could cut into the cylinder wall.
“That's where the masking comes in,” counters DiBlasi. “In most cases, it's how the piston is designed. We have few sharp edges, if any. Most everything has a step or a radius.”
JE Pistons sources the anodizing to a firm that also serves highly specialized precision military equipment.
“Because we're doing different bore sizes and different configurations, we don't have a fixture that works for everything. Chevrolet makes factory pistons with an anodized ring groove, but they have a fixture and can develop an entire assembly line based on one ring groove. It makes financial sense because they can pump out a million of the same units and bring down the cost,” says DiBlasi. “But for us, it’s custom one-off each application—all hand done.”
The anodizing is the last step in the custom piston manufacturing process of forging, machining and heat treating.
“It's the last process total so once we have a finished part, we control the tolerances as far as what the grooves are going to be. Then it gets coated and goes right out to the customer after inspection,” adds DiBlasi.
Why not hard anodize the entire piston?
“We do that with Top Fuel pistons, and Harley Davidson does it on some factory applications,” says DiBlasi. “The problem is, the anodizing locks in the heat, and that can anneal the piston prematurely. So, it’s not recommended for any race engine that’s going to see a lot of abuse or running at the limits of its duty cycle. You can get away with it for drag racing engines because it’s not hot long enough or you’re going to service the engine after every race.”
Whether or not hard anodizing is a necessity for specific applications is usually determined consultation between the customer and JE tech rep. Ring selection is obviously the key factor, as engine builders seek to maximize horsepower, especially in naturally aspirated applications.
“By itself, it’s not a power producing tool. But with anodizing, you can minimize the ring axial height. That’s where you’re going to get your power,” sums up DiBlasi. “For a circle track guy and others, it's absolutely necessary to get all the power out of the engine. If they can get an extra five to seven horse power, that's major for them. That's pulling away from another car!”